





Charakteristika projektu
Cieľom projektu VaV je návrh a vývoj nového prototypu automatizovanej sortovacej linky č. 1, určenej pre triedenie balíkov v logistickom centre, ktorá umožní triediť balíky podľa veľkosti, váhy a kódu do 20 košov, s účinnosťou 97 %, a s rýchlosťou 4 200 ks / 1 hod. Linka č. 1 musí umožňovať skenovanie a zaznamenávanie 5 typov čiarových kódov do databázy, a kontinuálne štítkovať balíky prechádzajúce cez sortovaciu linku. Podstatným cieľom projektu je návrh a vývoj prototypu automatizovanej linky č. 2 určenej pre expedovanie a sortovanie reklamačného tovaru do 16 košov s účinnosťou triedenia minimálne 90 %, so stanovenou rýchlosťou linky 1600 ks / 1 hod. Veľmi podstatným cieľom projektu je návrh a vývoj prototypového systému zatrieďovania balíkov a tovaru, ktorý bude súčasťou oboch liniek.
Hlavným prvkom novátorstva je nový prototyp automatizovanej sortovacej linky (č. 1), ktorá dokáže automatizovanou metódou triediť balíky na základe kódu, váhy a rozmerových parametrov balíkov s účinnosťou triedenia 97 %, a s rýchlosťou 4 200 ks / 1 hod. Triedenie balíkov je vykonávané na linke s dĺžkou 32,3 m a obsahuje 20 výstupných košov, v ktorých sú balíky uskladňované. Významným prvkom novátorstva je nový prototyp automatizovanej expedičnej linky (č. 2) určenej pre zatrieďovanie reklamačných produktov do 16 košov, ktorá dokáže vytriediť minimálne 90 % reklamačného tovaru v prípade, že čiarové kódy na jednotlivých produktoch sú čitateľné a nepoškodené.
Hlavným prvkom technickej neurčitosti je navrhnúť funkčný koncept prototypovej linky č. 1,určenej pre sortovanie balíkov podľa čiarových kódov, hmotnosti a rozmerových parametrov tak, aby bolo možné splniť stanovenú účinnosť a takt linky. Druhým prvkom technickej neurčitosti je navrhnúť expedičnú linku (č. 2) pre reklamačný tovar so splnením účinnosti expedovania 90 % v stanovenom takte. Vyššie popísané technické neurčitosti významne závisia od návrhu a vývoja systému triedenia. Ďalšou technickou neurčitosťou je predlženie životnosti servomotoru pri vysokých rýchlostiach zrýchlenia, kedy sa motor veľmi namáha.
Spoločnosť v minulosti realizovala strojné konštrukcie, vozíky a prípadné dopravníkové systémy. Vzhľadom na požiadavku zákazníka sa Spoločnosť odhodlala vstúpiť do oblasti automatizačných liniek, so zámerom návrhu a vývoja nových prototypových liniek pre automatické sortovanie a expedovanie balíkov a reklamačných tovarov pre logistické centrum, Významným prínosom pre Spoločnosť je fakt, že na slovenskom trhu sa nenachádzajú automatizované linky s podobnými technickými parametrami, ako u týchto liniek č. 1 a č.2, čo môže Spoločnosti otvoriť nové možnosti v podnikateľskej činnosti.
Spoločnosť návrhom a vývojom prototypov vstupnej sortovacej (č. 1) a expedičnej sortovacej (č. 2) automatizovanej linky pre triedenie balíkov a tovarov nadobúda nové vedomosti, znalosti a poznatky z odborov automatizácie, riadiacich systémov, elektrotechniky, informačných technológií a strojárstva, ktoré bude môcť aplikovať pri návrhu a vývoji ďalších automatizovaných liniek pre logistické a expedičné centrá. Navrhnuté a vyvinuté prototypy liniek budú v prípade úspešného vyhotovenia predané zákazníkovi Spoločnosti. Nadobudnuté vedomosti a know-how sú archivované v Spoločnosti a budú ďalej využívané v podnikateľskej činnosti.

Systém zatrieďovania balíkov a tovaru
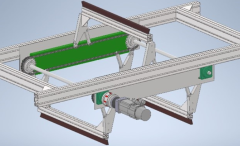
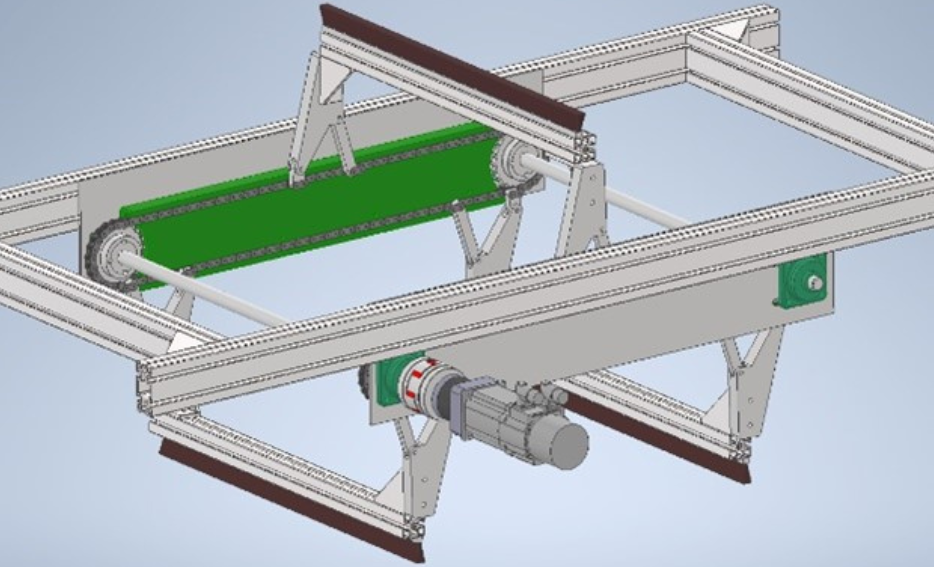
Významným prvkom novátorstva je nový koncept prototypového systému zatrieďovania, realizovaný trojitým ramenom so servomotorom, ktorý umožňuje zatrieďovať balíky a tovar do jednotlivých košov na prototypovej sortovacej linke č. 1 a expedičnej linke č.2. Rýchlosť pohybu servomotoru a zatrieďovania je riadená pomocou frekvenčného meniča, pričom maximálna rýchlosť motora prenesená na triediaci pás je 2,8 m / s. Maximálna rýchlosť zrýchlenia je 16,8 m / s, pričom motor je možné nastaviť na presný takt podľa požiadaviek. Vzhľadom na veľkú rozbehovú rýchlosť je systém zatrieďovania špeciálne navrhnutý s planétovou prevodovkou, ktorá umožňuje dosiahnuť tieto rýchlosti aj s prudkými zabrzdeniami.
Týmto unikátnym návrhom systému zatrieďovania je umožnené veľmi rýchlo zatrieďovať balíky, idúce po sortovacej alebo expedičnej linke, do triediacich košov cez jednotlivé výstupy z liniek. Vzhľadom na opotrebenie bežných asynchrónnych motorov vplyvom rýchlych rozbehov a zabrzdení je použitie servomotora s frekvenčným meničom a planétovou prevodovkou značne výhodnejšie, vzhľadom na predĺženie životnosti zatrieďovacieho systému až na približne 4 roky. Elektrický výkon aplikovaného servomotora je 1,5 kW. Planétová prevodovka nového systému zatrieďovania poskytuje vysokú momentovú (reakčnú) rýchlosť a menšie rozmery systému so symetrickou distribúciou záťaže. Systém zatrieďovania ďalej pozostáva z hriadeľov so spojkou, hliníkových ramien, kolies, unášačov a reťaze, pričom spoločná hmotnosť je približne 42,5 kg. 3D CAD návrh konštrukcie systému zatrieďovania je možné vidieť na nasledovnom obrázku.
Nové parametre vyvíjaného zatrieďovacieho systému pre sortovaciu a expedičnú linku je možné podložiť protokolom o návrhu pohonu z dátumu 12.04.2021, a konštrukčnými návrhmi 2D CAD z dátumu 20.04.2021.
Prototyp automatizovanej sortovacej linky (č.1)
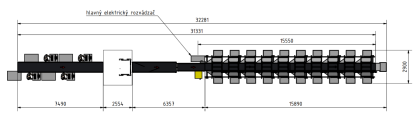
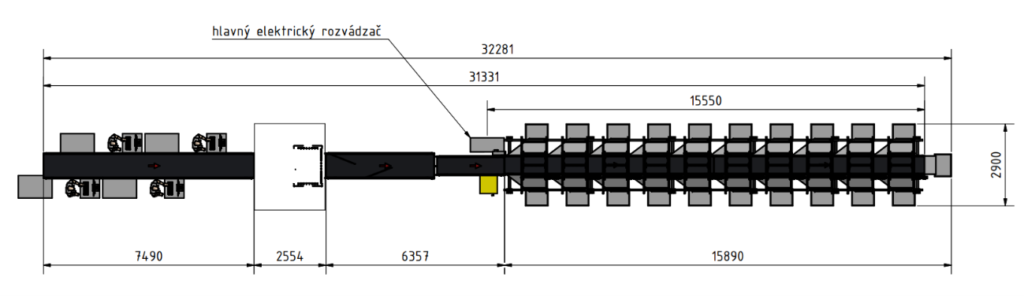
Hlavným prvkom novátorstva je nová prototypová automatizovaná vstupná sortovacia linka, určená pre triedenie balíkov v logistickom centre, ktorá dokáže triediť balíky s tovarom podľa veľkosti, váhy a čiarového kódu, s účinnosťou vyššou ako 97 %, s rýchlosťou triedenia najmenej 4 200 kusov balíkov za 1 hodinu. Prototypová sortovacia linka má dĺžku 32,3 m a obsahuje 20 výstupných košov určených pre vytriedené balíky presne podľa stanovených požiadaviek. Nová linka dokáže automaticky triediť balíky na základe funkcií volumetrickej váhy s rýchlosťou 80 m / 1 min, ktorá vďaka optickému kamerovému systému skenuje rozmerové parametre balíka (osi x, y, z), čiarové kódy a v kooperácií s citlivou váhou aj hmotnosť balíka.
Sortovacia linka zahŕňa automatický systém štítkovania balíkov s tovarom, ktorý v prvom kroku naskenuje optickým skenerom čiarových kódov Datalogic typ balíka a jeho umiestnenie v sklade. Nová linka je navrhnutá so špeciálnym skenerom, ktorý dokáže skenovať 5 rôznych typov čiarových kódov ako sú napríklad QR kódy, bar kódy, alebo EAN kódy. V následnom kroku, po zistení údajov z databázy o balíku, rýchla tlačiareň štítkov Logopag vytlačí zaskladňovací štítok, pre konkrétny balík v úzkom priestore medzi dopravníkovými pásmi, pričom balík prejde cez štítok po dopravníkovom páse a štítok sa automaticky nalepí. Po nalepení štítka sa balík ďalej posúva po dopravníkovom páse cez optické skenovacie brány skenujúce štítky. Ak balík patri do požadovaného sortovacieho koša za optickou bránou, systém zatrieďovania balíkov so servomotorom okamžite zareaguje, a pošle balík pomocou protichodného pásu do koša na ľavej alebo pravej strane. Týmto princípom linka dokáže automaticky sortovať balíky do jednotlivých košov samostatne bez zásahu človeka, čo nebolo predtým možné realizovať. Pre indikáciu naplnenosti triediacich košov sú nad košmi umiestnené ultrazvukové senzory snímajúce naplnenosť košov, ktorá je následne indikovaná svetelnou signalizáciou určenou pre pracovníka logistického skladu.
Nový automatizovaný chod linky je zabezpečovaný hlavným riadiacim prvkom, programovateľným logickým obvodom (PLC) Siemens, ktorý v kooperácií s unikátne naprogramovanými riadiacimi algoritmami, riadia plynulý a automatizovaný chod sortovacej linky. Medzi riadené zariadenia PLC patria dopravníkové pásy a ich frekvenčné meniče pripojené na motory, pričom informácie o dianí na linke PLC prijíma z kamerových optických systémov, volumetrickej váhy a ďalších elektronických senzorických komponentov osadených na linke. PLC komunikuje s databázovým systémom, v ktorom sú spracované kompletné údaje o všetkých balíkoch.
Z dôvodu nevyhnutnej rýchlej komunikácie PLC s motormi a kamerovými systémami komunikuje prostredníctvom komunikačného rozhrania Profinet.
Prototyp automatizovanej expedičnej linky (č.2)
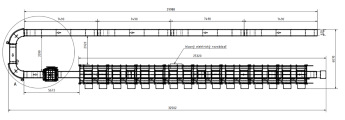
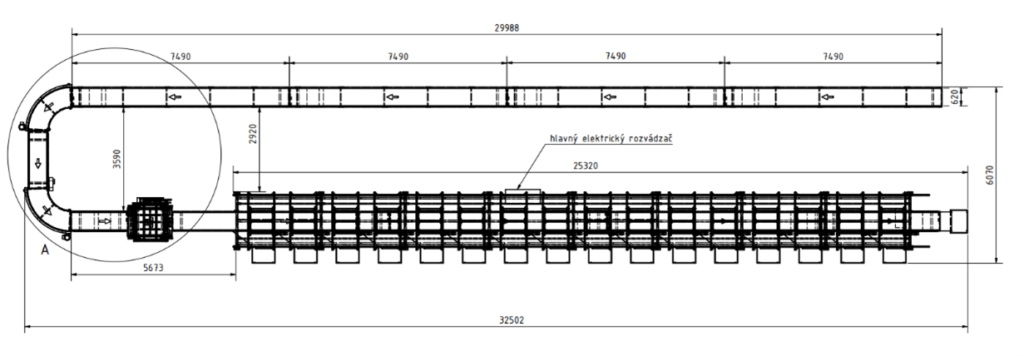
Citeľným prvkom novátorstva je nová prototypová výstupná expedičná linka (č. 2), určená na expedovanie a zatrieďovanie vrátených reklamačných produktov v logistickom centre, ktorá dokáže automatizovanou metódou expedovať reklamačné produkty s účinnosťou najmenej 90 %, s rýchlosťou expedovanie/sortovania 1 600 produktov za 1 hodinu. Novo navrhnutá linka obsahuje optický kamerový systém určený pre skenovanie 1 typu čiarového kódu, a
v prípade, že reklamačný tovar nemá žiadne poškodené čiarové kódy, dokáže pracovať s účinnosťou až 100 %. Automatizovaná expedičná linka je dlhá približne 66 metrov a pozostáva zo 16 výstupných košov určených pre triedenie a expedovanie tovaru. Nová expedičná linka umožňuje automaticky triediť tovar pomocou volumetrickej váhy s rýchlosťou 50 m / 1 min, ktorá vďaka optickému kamerovému systému skenuje rozmerové parametre balíka (osi x, y, z) a vďaka váhe samotnej aj hmotnosť tovaru.
Významný prvok novátorstva je v návrhu nového systému/spôsobu zatrieďovania reklamovaného tovaru do expedičných košov. Expedovanie reklamačného tovaru z dopravníkového pásu je realizované prostredníctvom systému zatrieďovania tovaru s riadenými servomotormi pomocou frekvenčných meničov. Skenovacie brány s optickými skenermi po zaradení tovaru do daného expedičného košu prostredníctvom komunikácie s databázou o reklamačných produktoch, posielajú signál PLC, ten následne zatrieďovaciemu systému, ktorý pomocou protichodného pásu posiela tovar do daného koša.
Novo vyvinutá expedičná linka pre reklamačný tovar je riadená PLC Siemens s unikátne naprogramovanými riadiacimi algoritmami špeciálne pre použitie na expedičnej linke. PLC s riadiacimi algoritmami riadi automatizovaný chod linky, chod dopravníkových pásov, zatrieďovaniach systémov, a prijíma signály z optických kamerových systémov a elektronických senzorických prvkov. Vzhľadom na požadovanú rýchlosť expedovania je komunikácia so zariadeniami realizovaná prostredníctvom komunikačného protokolu Profinet. V pôvodnom stave bola expedičná linka pre reklamačný tovar plne manuálna, pričom všetky manuálne procesné činnosti realizovali operátori skladu.
Kritérium kreativity
Kritérium kreativity je podložené hlavne samotnou podstatou činností vývojovo-technických pracovníkov:
- CEO / Projektový manažér.
- Vedúci oddelenia vývoja / Hlavný vývojár.
- Konštruktér – mechanik.
- Konštruktéri.
- Montážnik-zvárač / Montáž a testovanie prototypov.
Detaily projektu
| Klient: | Factcool |
| Mesto: | Nové Mesto nad Váhom |
| Cena: | 0.4 mil € |