





Description
The goal of the R&D project is the design and development of a new prototype of the automated sorting line no. 1, intended for sorting parcels in the logistics center, which will allow sorting parcels according to size, weight and code into 20 baskets, with an efficiency of 97%, and with a speed of 4,200 pcs / 1 hour. Line no. 1 must be able to scan and record 5 types of barcodes into the database, and continuously label packages passing through the sorting line. The essential goal of the project is the design and development of the prototype of the automated line no. 2 intended for dispatching and sorting complaint goods into 16 baskets with a sorting efficiency of at least 90%, with a specified line speed of 1600 pcs / 1 hour. A very important goal of the project is the design and development of a prototype system for sorting packages and goods, which will be part of both lines.
The main element of the innovation is the new prototype of the automated sorting line (No. 1), which can automatically sort packages based on the code, weight and dimensional parameters of the packages with a sorting efficiency of 97%, and with a speed of 4,200 pcs / 1 hour. Sorting of parcels is carried out on a line with a length of 32.3 m and contains 20 output baskets in which the parcels are stored. An important element of innovation is the new prototype of the automated dispatch line (No. 2) designed for sorting complaint products into 16 baskets, which can sort at least 90% of complaint goods if the barcodes on the individual products are readable and undamaged.
The main element of technical uncertainty is to design a functional concept of prototype line no. 1, intended for sorting parcels according to barcodes, weight and dimensional parameters so that it is possible to meet the specified efficiency and time cycle of the line. The second element of technical uncertainty is to design a dispatch line (No. 2) for the complaint goods with a dispatch efficiency of 90% at the specified rate. The technical uncertainties described above depend significantly on the design and development of the sorting system. Another technical uncertainty is the extension of the service life of the servo motor at high acceleration speeds, when the motor is very stressed.
In the past, the company realized machine structures, carts and possible conveyor systems. Considering the customer’s request, the company decided to enter the field of automation lines, with the intention of designing and developing new prototype lines for the automatic sorting and dispatch of packages and reclaimed goods for the logistics center. A significant benefit for the company is the fact that there are no automated lines with similar technical parameters as for these lines no. 1 and No. 2, which can open up new opportunities for the company in business activity.
By designing and developing prototypes of incoming sorting (No. 1) and dispatch sorting (No. 2) automated lines for sorting packages and goods, the company acquires new knowledge, skills and knowledge from the fields of automation, control systems, electrical engineering, information technology and mechanical engineering, which will be able to apply in the design and development of other automated lines for logistics and dispatch centers. The designed and developed prototypes of the lines will be sold to the company’s customers in case of successful implementation. Acquired knowledge and know-how are archived in the company and will be further used in business activities.

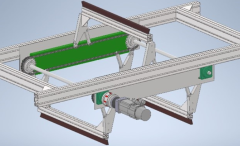
System for sorting parcels and goods
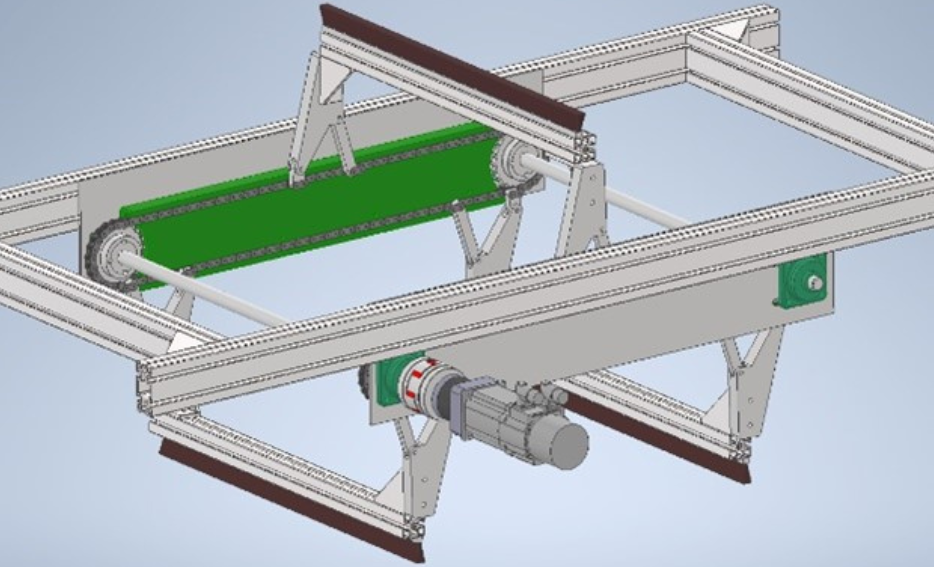
An important element of innovation is the new concept of the prototype sorting system, implemented by a triple arm with a servomotor, which allows sorting packages and goods into individual baskets on the prototype sorting line no. 1 and expedition line No. 2. The speed of movement of the servo motor and sorting is controlled by a frequency converter, and the maximum speed of the motor transferred to the sorting belt is 2.8 m/s. The maximum acceleration speed is 16.8 m/s, and the motor can be set to the exact stroke as required. Due to the high starting speed, the grading system is specially designed with a planetary gearbox that allows these speeds to be reached even with hard braking.
With this unique design of the sorting system, it is possible to very quickly sort the packages, going along the sorting or shipping line, into the sorting baskets through individual exits from the lines. Due to the wear and tear of conventional asynchronous motors due to rapid starts and braking, the use of a servo motor with a frequency converter and a planetary gearbox is much more advantageous, considering the extension of the life of the sorting system up to approximately 4 years. The electric power of the applied servo motor is 1.5 kW. The planetary gearbox of the new grading system provides high torque (reaction) speed and smaller system dimensions with symmetrical load distribution. The sorting system further consists of shafts with clutch, aluminum arms, wheels, carriers and chain, with a total weight of approximately 42.5 kg. The 3D CAD construction design of the classification system can be seen in the following image.
The new parameters of the sorting system being developed for the sorting and shipping line can be substantiated by the drive design protocol dated 04/12/2021 and 2D CAD construction designs dated 04/20/2021.
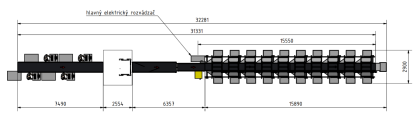
Prototype of the automated sorting line (No. 1)
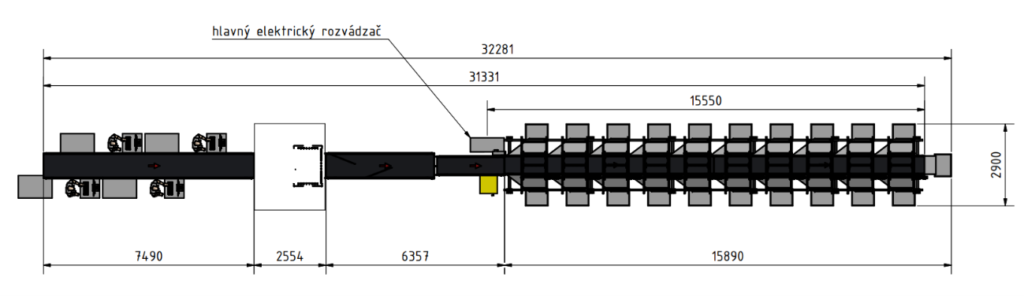
The main element of the innovation is a new prototype automated input sorting line, designed for sorting parcels in the logistics center, which can sort parcels with goods according to size, weight and barcode, with an efficiency higher than 97%, with a sorting speed of at least 4,200 parcels per 1 an hour. The prototype sorting line has a length of 32.3 m and contains 20 output baskets designed for sorted packages exactly according to the specified requirements. The new line can automatically sort packages based on the functions of a volumetric scale at a speed of 80 m / 1 min, which, thanks to an optical camera system, scans the dimensional parameters of the package (axes x, y, z), barcodes and, in cooperation with a sensitive scale, the weight of the package.
The sorting line includes an automatic product package labeling system that, in the first step, scans the type of package and its location in the warehouse with a Datalogic optical barcode scanner. The new line is designed with a special scanner that can scan 5 different types of barcodes, such as QR codes, bar codes, or EAN codes. In a subsequent step, after finding out the data from the database about the package, the Logopag fast label printer prints a storage label for a specific package in the narrow space between the conveyor belts, while the package passes through the label on the conveyor belt and the label is automatically stuck. After affixing the label, the package moves further along the conveyor belt through optical scanning gates that scan the labels. If the package belongs to the desired sorting basket behind the optical gate, the servo-motorized package sorting system reacts immediately and sends the package using the opposing belt to the basket on the left or right side. With this principle, the line can automatically sort packages into individual baskets independently without human intervention, which was not possible before. In order to indicate the fullness of the sorting baskets, ultrasonic sensors are placed above the baskets to detect the fullness of the baskets, which is subsequently indicated by a light signal intended for the logistics warehouse worker.
The new automated operation of the line is ensured by the main control element, a Siemens programmable logic circuit (PLC), which, in cooperation with uniquely programmed control algorithms, controls the smooth and automated operation of the sorting line. Controlled PLC devices include conveyor belts and their frequency converters connected to motors, while information about what is happening on the line is received by the PLC from camera optical systems, volumetric scales and other electronic sensor components installed on the line. The PLC communicates with a database system in which complete data on all packages is processed.
Due to the necessary fast communication of the PLC with motors and camera systems, it communicates via the Profinet communication interface.
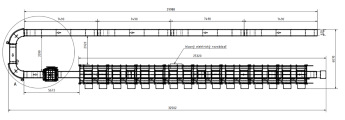
Prototype of the automated dispatch line (No. 2)
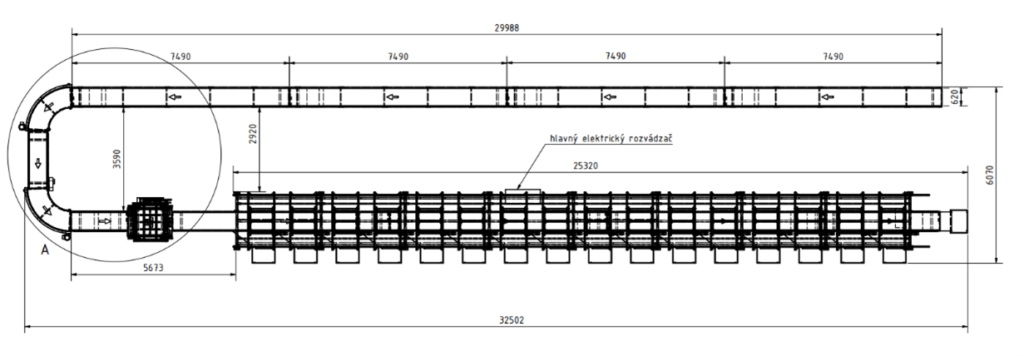
A noticeable element of innovation is the new prototype output shipping line (No. 2), intended for dispatching and sorting returned complaint products in the logistics center, which can dispatch complaint products with an automated method with an efficiency of at least 90%, with a speed of dispatching/sorting 1,600 products per 1 an hour. The newly designed line contains an optical camera system designed for scanning 1 type of barcode, a
it can work with up to 100% efficiency if the claim goods have no damaged barcodes. The automated dispatch line is approximately 66 meters long and consists of 16 output bins designed for sorting and dispatching goods. The new dispatch line enables the automatic sorting of goods using a volumetric scale with a speed of 50 m / 1 min, which, thanks to an optical camera system, scans the dimensional parameters of the package (x, y, z axes) and, thanks to the scale itself, the weight of the goods.
An important element of innovation is in the design of a new system/method of classifying claimed goods into shipping baskets. Dispatch of claim goods from the conveyor belt is carried out by means of a goods sorting system with controlled servomotors using frequency converters. Scanning gates with optical scanners, after placing the goods in a given shipping basket through communication with the database of complaint products, send a signal to the PLC, which then sends the sorting system, which sends the goods to the given basket using an opposing belt.
The newly developed dispatch line for claim goods is controlled by a Siemens PLC with uniquely programmed control algorithms specifically for use on the dispatch line. A PLC with control algorithms controls the automated operation of the line, the operation of conveyor belts, sorting systems, and receives signals from optical camera systems and electronic sensor elements. Due to the required dispatch speed, communication with the devices is carried out via the Profinet communication protocol. In its original state, the dispatch line for the goods under complaint was fully manual, while all manual process activities were carried out by warehouse operators.
Criterion of creativity
The criterion of creativity is mainly based on the very essence of the activities of development and technical workers:
- CEO / Project manager.
- Head of Development / Lead Developer.
- Constructor – mechanic.
- Constructors.
- Assembler-welder / Assembly and testing of prototypes.
Project details
| Client: | Factcool |
| City: | Nové Mesto nad Váhom, Slovakia |
| Price: | 0.4 mil € |